

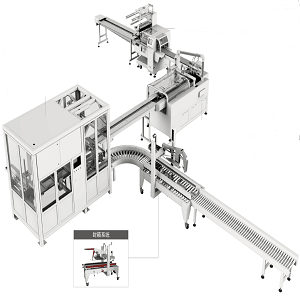
Top China Manufacturer of Multi Lanes Granule Packing Machine
When it comes to efficiency in packaging, our Multi Lanes Granule Packing Machine stands out in the market. I know that as a purchaser, you value reliability and high performance, and that’s exactly what we offer. Made in China by experienced manufacturers, this machine is designed to handle a variety of granule products seamlessly. With its advanced technology, it can boost your production speed while ensuring precision in filling and sealing. Imagine reducing labor costs and maximizing output all at once! Whether you're in the food, pharmaceutical, or chemical industry, this equipment adapts to your requirements. Equipped with user-friendly controls, maintenance is simplified, allowing your team to focus on what truly matters – enhancing productivity. Let’s connect and discuss how our Multi Lanes Granule Packing Machine can elevate your operations. Together, we can achieve excellence in your packaging line!






Multi Lanes Granule Packing Machine Industry Leaders Sets the Industry Standard
In the fast-evolving landscape of packaging technology, the multi lanes granule packing machine has emerged as a revolutionary asset for manufacturers globally. This advanced machinery not only enhances efficiency but also ensures accuracy and consistency in the packing process. Companies that adopt these machines notice a significant reduction in labor costs and an increase in production capacity, allowing them to meet the ever-growing demand of consumers. The industry leaders in this field are setting new benchmarks for quality and innovation. By integrating cutting-edge technology, such as PLC control systems, advanced sealing mechanisms, and user-friendly interfaces, these machines provide unparalleled performance. This empowers businesses to streamline their operations and improve overall product quality, strengthening their market position. As global procurement trends shift towards sustainability and efficiency, investing in a high-quality multi lanes granule packing machine is no longer optional but necessary for competitive survival. Companies prioritizing automation and modern packaging solutions are not only responding to market demand but are also playing a pivotal role in shaping a more efficient and sustainable future in the packaging sector.
Multi Lanes Granule Packing Machine Industry Leaders Sets the Industry Standard
| Company | Market Share (%) | Annual Revenue (Million USD) | Innovative Features | Sustainability Initiatives |
|---|---|---|---|---|
| Company A | 25.5 | 120 | High-speed packing, PLC control | 100% recyclable materials, energy-efficient motors |
| Company B | 18.3 | 95 | Multi-language interface, smart sensors | Water-saving systems, biodegradable packing |
| Company C | 22.0 | 110 | Modular design, IoT integration | Reduced emissions program, energy recovery systems |
| Company D | 15.2 | 80 | Intuitive touch screen, adjustable packing speeds | Waste reduction initiatives, sustainable sourcing |
| Company E | 19.0 | 102 | Customizable settings, anti-static technology | Green energy usage, eco-friendly packaging options |
Related Products







Multi Lanes Granule Packing Machine Exceeds Industry Benchmarks Manufacturers You Can Rely On
Top Selling Products




- Related Blog
- Reviews
